Premium Raised Access Floor Solutions






🌐The Global Landscape of Raised Access Floor Systems
In the era of rapid digital transformation, the Global Raised Access Floor (RAF) market has evolved from a niche architectural choice to a critical infrastructure requirement. As 5G networks, Edge Computing, and Artificial Intelligence (AI) reshape our world, the demand for modular, adaptable, and high-performance flooring systems has surged. Raised access floors provide the vital "nervous system" for modern buildings, housing complex cabling, HVAC distributions, and mechanical services beneath a sturdy, accessible surface.
From the bustling financial districts of London and New York to the massive hyperscale data centers in Singapore and Northern Virginia, Raised Access Floors are the foundational technology enabling business continuity. The current industrial status indicates a shift toward Green Building Certifications (LEED, BREEAM), where flooring materials are scrutinized for their carbon footprint and recyclability. This is where GRC (Glass Fiber Reinforced Concrete) and All-Steel floor systems are taking center stage due to their durability and eco-friendly profiles.
The Rise of "Smart" Infrastructure
Today's procurement managers are no longer just looking for a "floor." They are seeking integrated thermal management and static dissipative (ESD) properties. High-performance clean rooms in the semiconductor industry and sophisticated telecom hubs require Aluminum Grating Floors that offer precise airflow control and zero magnetic interference. As a leading manufacturer, we stay at the forefront of these trends, ensuring our OEM/ODM services meet the stringent technical specifications of the 21st century.
🏢About CKY Home Technology
CKY Home Technology started up in 1997. The base sits in Hangzhou, China. It stands as a main supplier of full-package building material fixes. We focus on a broad lineup of solid building items. These include ceramic tiles, sanitary ware, doors and windows, kitchen cabinets, wardrobes, furniture, marble, granite, and extras. Our operation runs a handful of targeted plants. For instance, there's a ceramic tile plant, a sanitary ware plant, and a door and window plant. We also have a complete inside team for design and post-sale aid.
Over time, we crafted loads of goods in different creative vibes. This matches the mixed wants of buyers across the globe. We lock in on sending out budget-smart and sturdy building supplies. Our top aim keeps client perks and support upfront. So, for home setups, land schemes, hotel starts, or bulk trades, we pass along items with fine marks, sharp costs, and right-on-time arrivals.

Our Vision & Culture
Slogan: Build Right—CKY Home Technology is Your Light. We stick to the idea that nailing the build counts big. It links to passing along strong worth too. At CKY Home Technology, we picture ourselves as your firm guide. We aid in landing sturdy, money-wise answers for your build and update tasks. Our push for buyer gladness marks our edge. That makes us a steady sidekick for all your building item wants.
💎Why Choose CKY for OEM/ODM Raised Floors?
All-in-one Service
Our 5000㎡ display area hands a one-spot building materials fix. This smooths out covering all your task needs. Trim time and cash with our even flow.
Factory-Direct Pricing
Grab straight from our plant and score drops up to 50%. We hold costs keen without cutting marks or compromising on material density.
20+ Years Expertise
With over two decades in sketch and build know-how, we sent to over 100 lands. That won faith from clients everywhere from the Middle East to Europe.
Professional Team
Our bunch of 200+ sales hands commits to fixes that match your special task asks. This locks in you get the prime aid from technical drawings to installation.
Superior Quality
We beam over goods that touch European marks. We link with known names to push sturdy items, ensuring fire ratings (Class A) and anti-static compliance.
Door-to-Door Logistics
From sketch to make and drop, we steer each part of your task. We nail on-schedule box hauls right to your town with full task watch.
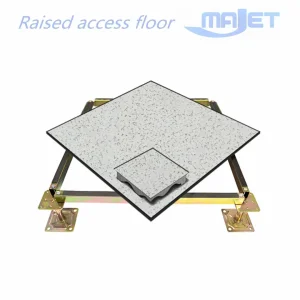
🛠Technical Excellence in Access Flooring
Choosing the right raised floor requires an understanding of the load requirements and environmental factors. As a professional Raised Access Floor Manufacturer, we offer several core systems:
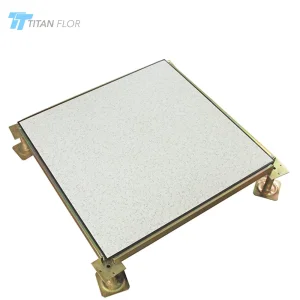
1. Steel Cementitious Systems
The workhorse of the office and data center world. These panels consist of a hard-rolled steel top sheet and a deep-draw steel bottom sheet, filled with a lightweight cementitious grout. They offer superior acoustic properties and a "solid" feel underfoot.
2. GRC (Glass Fiber Reinforced Concrete) Floors
Ideally suited for high-end commercial spaces, GRC floors are eco-friendly and offer incredible durability. They are naturally non-combustible and can be finished with ceramic, marble, or carpet directly at our factory.
3. Wood Core & High-Pressure Laminate (HPL)
Perfect for computer rooms and telecommunication facilities where anti-static properties are paramount. The high-density chipboard core provides excellent load-bearing capacity while remaining cost-effective for large-scale deployments.
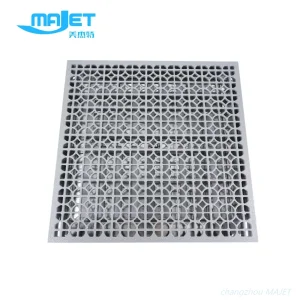
4. Die-Cast Aluminum Systems
Specifically engineered for clean rooms and medical facilities. These are completely non-ferrous and provide unmatched precision for airflow management in controlled environments.

🚀Global Applications & Case Studies
Our raised floor systems have been deployed in diverse environments across 6 continents. Here is how our solutions serve different sectors:
- Data Centers & Server Rooms: High-density cooling and heavy load capacity for server racks.
- Premium Office Towers: Flexible cable management for modern open-plan workspaces.
- Education & Hospitals: Hygienic, easy-to-clean surfaces with integrated utility access for specialized equipment.
- Industrial Clean Rooms: Perforated aluminum panels for laminar airflow in semiconductor manufacturing.
- Luxury Hotels & Showrooms: Aesthetic finishes like sintered stone and marble integrated into functional floor systems.
With over 100,000 buyers worldwide, we have proven our ability to handle massive projects, such as airport terminals and government administrative buildings, with the same precision as a private villa renovation.
⚙Our 6-Step Excellence Process
1. Initial Consultation: We start by getting your task wants and analyzing site conditions.
2. Planning & Design: Our sketch crew helps shape your notions with technical CAD drawings.
3. Material Selection: Pick from our big choice of tiles, HPL, PVC, or stone finishes.
4. Manufacturing: Precision make flow at our ISO-certified plants in China.
5. Logistics Service: Global shipping guidance to ensure safe and prompt arrival.
6. Installation Guidance: Step-wise tips and remote support to nail the perfect finish.